Overall Equipment Effectiveness (OEE)
Posted 3 Dec 2019 18:03 | 10,177 views
OEE ย่อมาจาก Overall Equipment Effectiveness หรือเรียกภาษาไทยว่า "ประสิทธิผลโดยรวมของเครื่องจักรอุปกรณ์"
ในอดีตที่ผ่านมาการวัดสมรรถนะของการผลิต (Manufacturing Performance) มีการหาวิธีการกันหลากหลาย ซึ่งส่วนใหญ่จะมีข้อมูลและดรรชนีจำนวนมาก ทั้งในทางกว้างและทางลึกหลายวิธีล้าสมัยและอีกหลายวิธีไม่มีความต่อเนื่องในการวิเคราะห์อีกหลายวิธีมีความพยายามเอารายงานทางบัญชีเข้ามาวิเคราะห์ ซึ่งไม่สามารถให้ความละเอียดในทางลึกหรือนำไปใช้ปรับปรุงการเพิ่มผลผลิตได้จริง ๆ ปัญหาอื่นที่พบ คือ การมีดรรชนีในการชี้วัดมาก แต่ไม่สัมพันธ์กัน ทำให้ไม่สามารถมองภาพใหญ่ได้อย่างสมบูรณ์และเป็นปัญหาการจัดการ ความไม่สอดคล้องกันของการเก็บข้อมูลแยกส่วนทำให้มีการถกเถียงในข้อมูลที่ไม่ตรงกัน ปกติการปรับปรุงสมรรถนะการผลิตโดยรวม จะต้องทำ 3 สิ่ง สิ่งแรก คือ ต้องวัดสิ่งที่ต้องการปรับปรุงให้ได้อย่างเป็นระบบ (What to Measure) สอง คือ วัดอย่างไรให้ได้ครบถ้วนถูกต้องแม่นยำ (How to Measure) และ สาม คือจะทำการปรับปรุงอย่างไร (How to Improve)
การวัดประสิทธิผลโดยรวมของเครื่องจักร (OEE – Overall Equipment Effectiveness) เป็นวิธีการที่ดีวิธีหนึ่งที่นอกจากทำให้รู้ประสิทธิผลของเครื่องจักรแล้วยังรู้ถึงสาเหตุของความสูญเสียที่เกิดขึ้นทั้งในภาพใหญ่ คือ สามารถแยกประเภทการสูญเสียและรายละเอียดของสาเหตุนั้น ทำให้สามารถที่จะปรับปรุง ลดความสูญเสียที่เกิดขึ้นได้อย่างถูกต้องและเป็นระบบ
OEE ย่อมาจาก Overall Equipment Effectiveness หรือเรียกภาษาไทยว่า "ประสิทธิผลโดยรวมของเครื่องจักรอุปกรณ์"ซึ่งในปัจจุบันวิธีในการวัดประสิทธิผลโดยรวมของเครื่องจักรอุปกรณ์ในอุตสาหกรรมประเภทต่างๆ นั้นมีเพียงวิธีนี้วิธีเดียวซึ่งเป็นที่นิยมมาก จนกระทั่งประเทศญี่ปุ่นได้นำไปใช้เป็นเกณฑ์ในการให้รางวัล Productive Maintenance หรือเป็นรางวัลที่ให้แก่โรงงานที่เป็นที่ยอมรับในการบำรุงรักษาแบบทวีผล เนื่องจากหลักการและวิธีคิดพื้นฐานไม่ซับซ้อนและเห็นภาพได้อย่างชัดเจนในแง่ของความเป็นจริง ทั้งยังสามารถพิสูจน์ได้ และสะท้อนถึงปัจจัยต่างๆ ที่ส่งผลกระทบต่อกระบวนการผลิตได้อย่างชัดเจน (สถาบันเพิ่มผลผลิตแห่งชาติ, 2542) โดยมีหลักการที่สามารถเข้าใจได้ง่ายตั้งแต่ผู้บริหารระดับสูงจนถึงระดับพนักงานคุมเครื่องจักร
เครื่องจักรที่ดีไม่ใช่เป็นเพียงแค่เครื่องจักรที่ไม่เสีย เปิดสวิตช์เมื่อใดทำงานได้เมื่อนั้น หากแต่ต้องเป็นเครื่องจักรที่เปิดขึ้นมาแล้วทำงานได้อย่างเต็มประสิทธิภาพคือ เดินเครื่องได้เต็มกำลังความสามารถ แต่ถ้าเครื่องจักรใช้งานได้ตลอดเวลาและเดินเครื่องได้เต็มกำลัง แต่ชิ้นงานที่ผลิตออกมาไม่มีคุณภาพ ก็คงไม่มีประโยชน์อะไร ดังนั้นเรื่องคุณภาพของงานที่ออกมาจึงเป็นอีกปัจจัยหนึ่งที่จะใช้ในการพิจารณาเครื่องจักร และที่สำคัญเครื่องจักรที่ดีต้องใช้งานได้อย่างปลอดภัย
การคำนวณ OEE
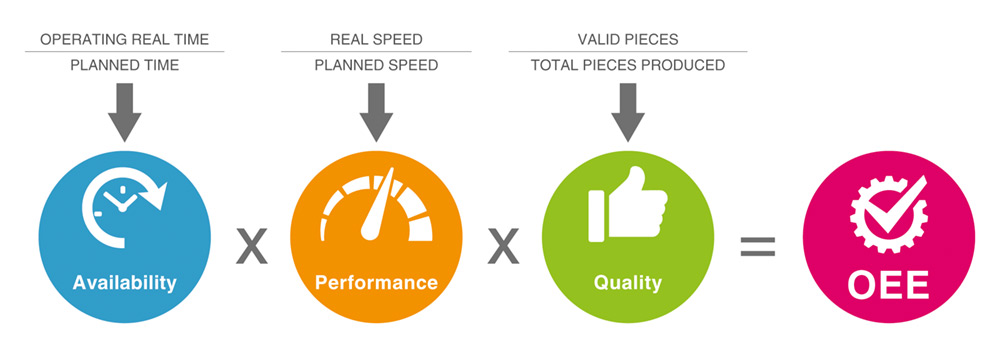
ประกอบด้วยผลคูณของ 3 Factor ดังนี้
OEE = อัตราเดินเครื่อง x ประสิทธิภาพเดินเครื่อง x อัตราคุณภาพ
(Availability) (Performance Efficiency) (Quality Rate)
ซึ่งเมื่อนำปัจจัยต่างๆ ที่ส่งผลกระทบต่อระบบการผลิต อันได้แก่ พนักงาน, เครื่องจักร และชิ้นงานที่ผลิต มาวิเคราะห์แล้ว จะทำให้ทราบได้ว่าเกิดอะไรขึ้นกับระบบการผลิตของเราบ้าง ซึ่ง OEE จะเป็นดัชนีที่ชี้ให้เห็นสภาพโดยรวมในระบบการผลิตนั่นเอง
เกณฑ์มาตรฐานของ OEE
ประสิทธิผลโดยรวมของเครื่องจักรอุปกรณ์(Overall Equipment Effectiveness : OEE) ที่ตั้งเป็นมาตรฐานโดยทั่วไป
|
อัตราการเดินเครื่อง(Availability) |
= 90% |
|
ประสิทธิภาพการเดินเครื่อง(Performance Efficiency) |
= 95% |
|
อัตราคุณภาพ(Quality Rate) |
= 99% |
ดังนั้น ประสิทธิผลโดยรวมของเครื่องจักรอุปกรณ์
(Overall Equipment Effectiveness : OEE) = 0.90 x 0.95x 0.99 x 100 = 85%
ค่าดังกล่าวมิใช่ค่าเป้าหมายที่บังคับใช้ (สามารถกำหนดค่าเป้าหมายได้ความเหมาะสมของแต่ละโรงงาน) แต่บริษัทต่างๆ ที่ได้รับรางวัล PM ล้วนมีค่าประสิทธิผลโดยรวมของเครื่องจักรอุปกรณ์ (OEE) สูงกว่า 85% ทั้งสิ้น
อย่างไรก็ตามการปรับปรุงค่า OEE ควรจะมีทีมเฉพาะกิจขึ้นมาคิด คำนวน และตั้งเป้าหมาย รวมถึงการวางกลยุทธ์ ทั้งนี้เพื่อการปรับปรุงไปในทางเดียวกันทั้งโรงงาน